go back to the home page
go back to the page above this one “T-slot links”
Making (straight) T-slots
Until the advent of CNC machines T-slots were the standard way of holding a workpiece or jigs or fixtures to a machine. The alternative as used on CNC machines is threaded holes. To the amateur the advantage of T-slots is they are easy to clean.

93 T-slots on a milling table
fig T-slots on a milling machine table
As will be seen, it is always the case that a straight T-slot has one or, two ends. This is so a T-nut can be fitted in. But it also means that the T-slot cut be cut by feeding the t-slot cutter into it directly. (Unlike a circular t-slot).

729 the end of the T-slots on a milling table
Making a straight T-slot
The first step on any T-slot is cut out the shank of the T. This can be done using a slot drill or an end mill on a vertical machine. Alternatively it can be cut using a side and face cutter on a horizontal machine. It is important that the slots are straight , are of an accurate and consistent width with a reasonable finish. This is because, apart from the use for holding workpieces etc, the t-slot is often used for aligning the workpiece or the workholding device.
The depth of this cut should slightly deeper than the cross of the T. This is so if a bolt is screwed against the bottom of the T-slot and forms a burre, this will not catch on a T-slot nut.
The top two corners of a T-slot have two small chamfers on them. This can be done with a slot drill ground to cut 45 º chamfers. This reduces the risk of workpiece etc accidentally making a ding in the corner.
When the shank of the T has been cut it is then possible to cut the cross piece of the T. This has to be done with a T-slot cutter
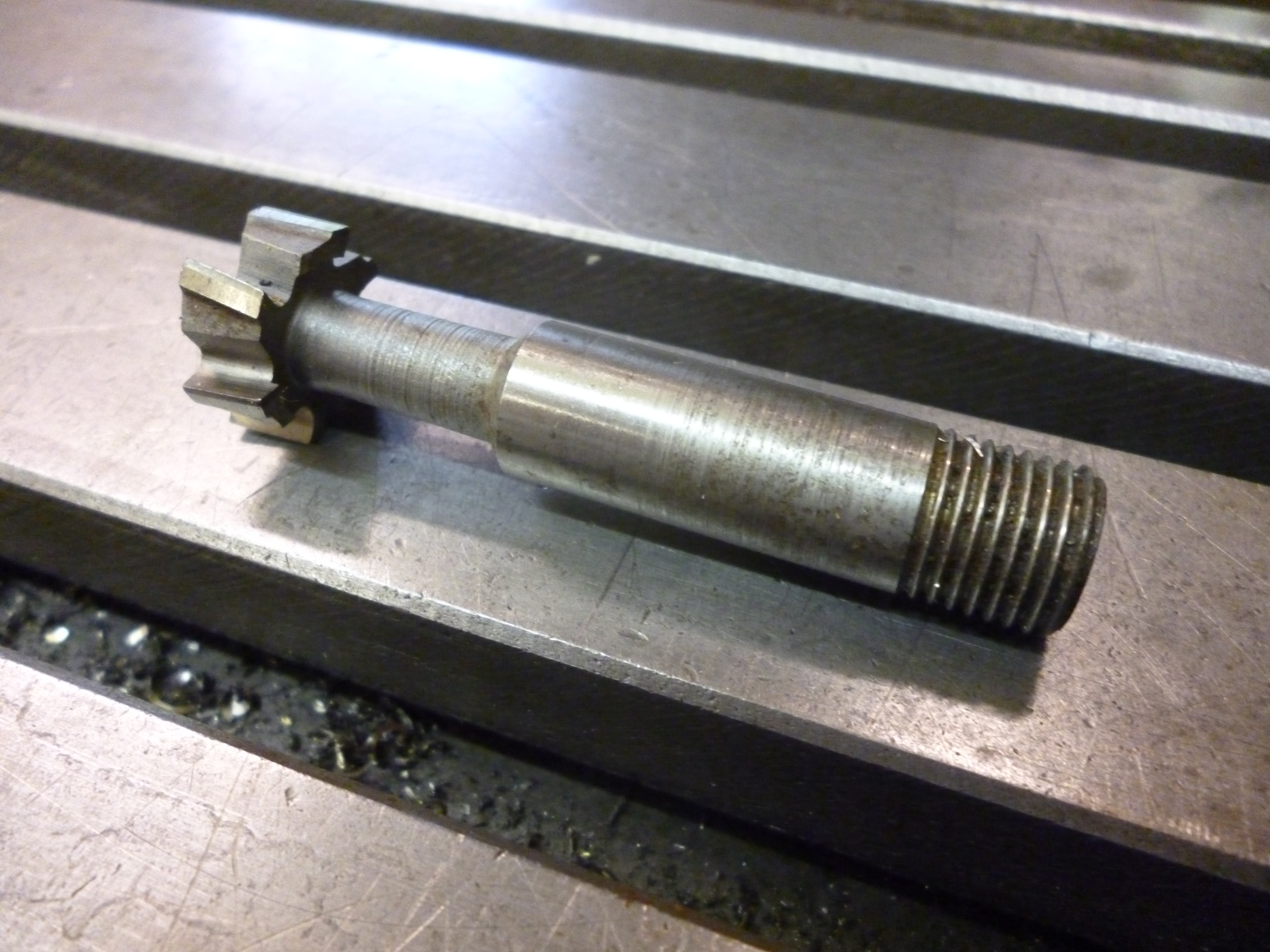
fig a T-slot cutter
There is a similar type of cutter that is useless for cutting T-slots. This is the Woodruff cutter.
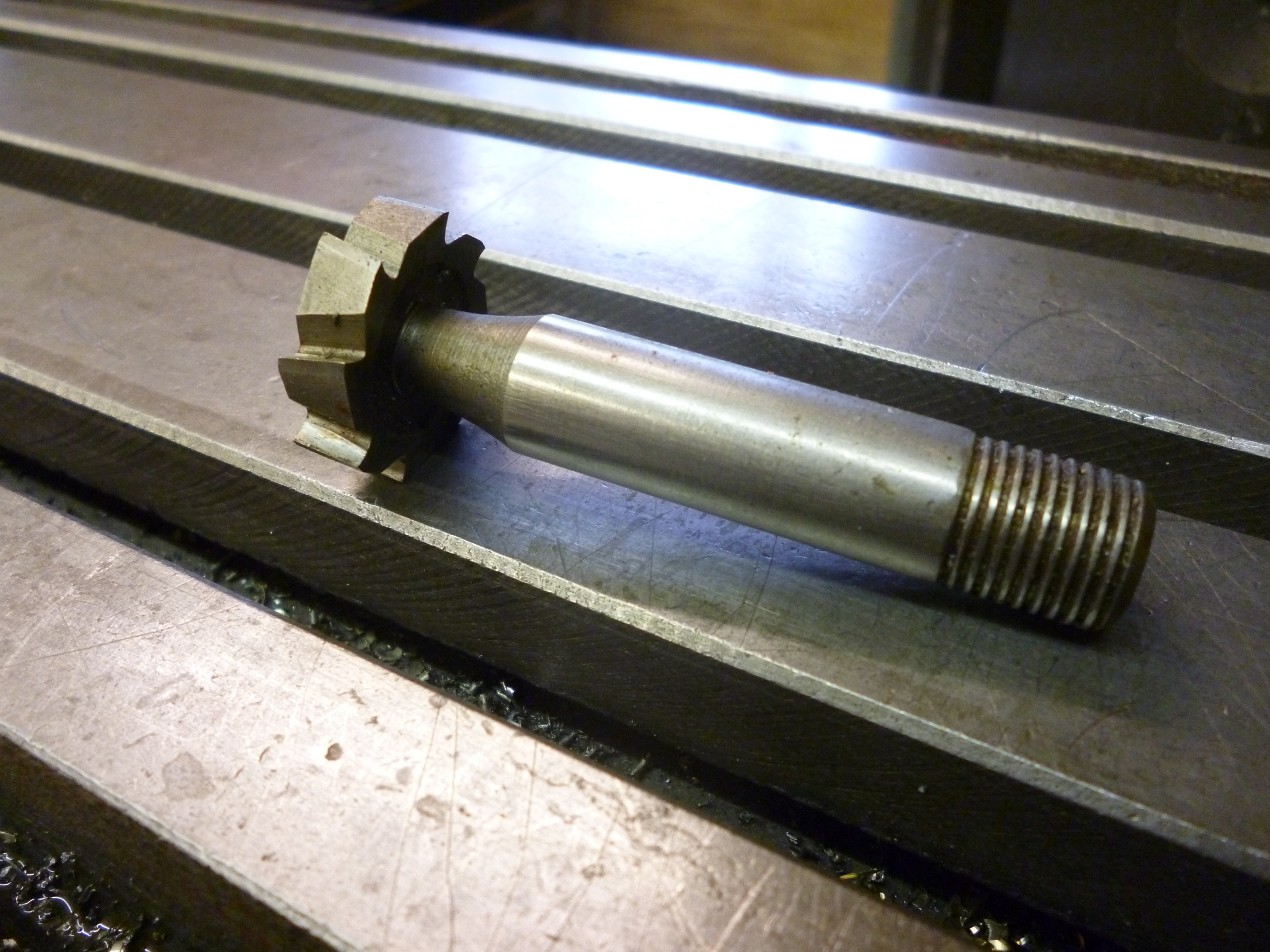
11 Woodruff cutter
The key difference is that the narrow part of the shank on the T-slot cutter is straight whereas on the Woodruff cutter it is part of a small circle.
Sometimes it can appear the the amount the T-slot cutter has to cut is too much to do in one pass. But, with a little thought, it should be clear that the cutter has to be able to cut a T-slot where the top of the T is the size of the cutter in one pass.
There is not only some flexibility regarding the size of the slot but there is also some flexibility regarding the cutter. Once the shank of the T has been cut the T-slot cutter has to be able to cut the cross piece of the T in one pass. But there no reason why it cannot make more cuts in order to widen or deepen the cross piece of the T. This means there is a good chance that there is a metric cutter that will cut an imperial slot and the other way round.
It follows from this that even if the cutter has been sharpened and the diameter of the cutting part is smaller than it was this will not stop it from being able to cut and so it can still be used to cut the right size of T-slot.
Cleaning t-slots
The easiest way of getting most of the swarf out of a T-slotis by using a vacuum cleaner. However this never really gets everything out. What is needed is a tool shaped to fit the t-slot.

4100 t-slot cleaner
see “T-slot standards”
see “cutting circular T-slots“

I will have the suspicions while in the back of my scalp
that the online game is somehow mounted.
I am not sure that I know what this means.
John f