Go to home page
go to page above “Toolholders and cutters – links”
Toolholders – tapers
Any tool holding device such as a collet chuck or horizontal arbor invariably uses a tapered end to fit into a tapered socket on the drive spindle whether it is horizontal or vertical. This ensures the two parts are aligned so their axes are concentric. The part the power is coming from is always a female taper. The part the power is going to is always a male taper.
Some milling machines that can be used either horizontally or vertically can have a mix of types of taper. Even if they are all of one sort they may be of different sizes.
see taper sizes
Even one particular model of milling machine from one manufacturer might be fitted with different combinations of tapered sockets.
The main types of taper
There are three main types of taper used for this. These are:
Morse tapers
International tapers or often known as int tapers
and the R8 taper
Morse tapers
 Milling chuck with a Morse taper – 654
Milling chuck with a Morse taper – 654
There are various sizes of Morse tapers. On a small milling machine these would be sizes 1 (the smallest), 2 or 3. There are other types of taper similar to the Morse taper in appearance but they are completely incompatible with the Morse taper. If you are buying a piece of equipment with what appears to be a Morse taper check that it really is.
When a Morse taper is used for milling it must be held in the socket by means of a draw bar. A taper with a tang on it is not suitable for this. On the other hand if a taper without a tang is used elsewhere it is highly desirable that it is fitted with a tang. It appears that the prime function of the tang is to make it easier to eject the taper. It also stops the taper from rotating if it is not inserted in the socket properly.
Milling chuck fitted with Morse tapers will always have a thread in them to take a drawbar. However if it is necessary to use this chuck in a lathe, for example, it is possible to buy a tang that will fit this.
If a machine uses a Morse taper never leave the taper in a socket if the machine is not being used regularly.
Morse tapers – Self eject mechanisms
A Morse taper is very shallow and has the tiresome property of being prone to getting stuck in the socket.
Very often the machine is provided with some means of forcibly ejecting the taper. The Elliott Omnimill has a screw mechanism to force the taper on the horizontal arbor out. It is essential that any drawbar is loosened before the eject mechanism is used so that the taper is free to come out before forcing it like this.

This works by having a cap that screws onto the back end of the spindle. This is the black piece in the photo. The spindle is hollow and the drawbar is inside it. The end of the drawbar has a cap screw in it. The black cap has a rim on it so the cap screw can not get out of this hole. But this hole is big enough so that an allen key can be inserted into it. If the cap screw is undone it pushes against a rim on the edge of the black cap at one end and against the drawbar at the other.
Often when a taper gets stuck it can be unstuck using taper wedges. These can be forced together using a standard G-clamp. It is not a good idea to use a metal bar and hammer it to get a taper out.

Other tooling for milling, such as dividing heads, often use Morse tapers of various sizes but not the International taper.
International tapers
Then there are various sizes of the International taper. The common sizes of these are 30 – the smallest, 40 and the largest 50. There are also intermediate sizes such as 35. These are probably best avoided.

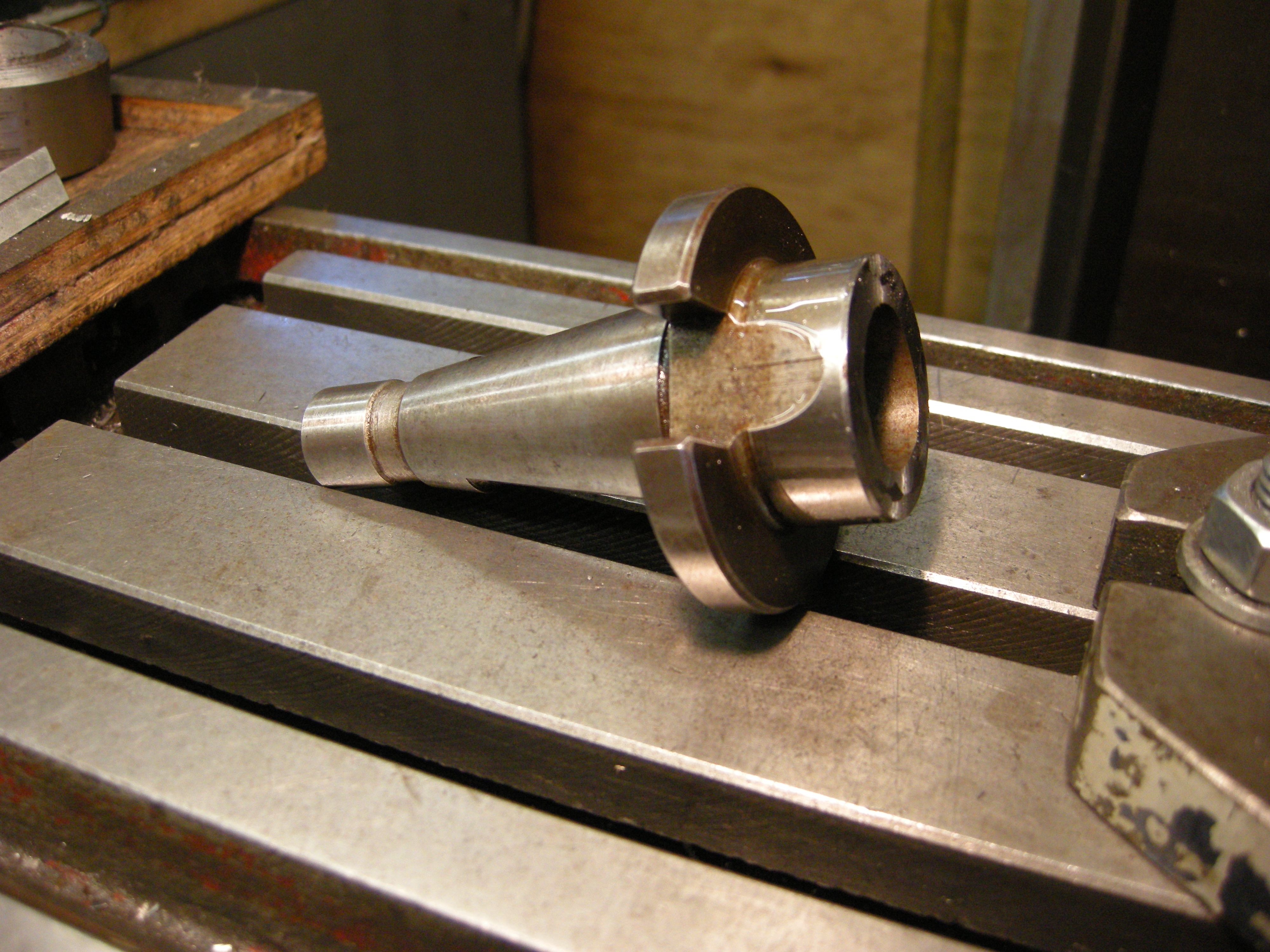
Milling chuck with int 30 taper 368
International tapers have been around at least since the 1930’s. Their great advantage is that the angle of the taper they use is much greater than that used on a Morse type taper. This means that they do not get stuck. On the other hand they will not stay put in a tapered socket by themselves – they always need a drawbar to hold them in.
This also means they do not “lock” together. The grip of the tapered surfaces is not enough for one female taper to drive another male one round. To get round this the female part has two tabs in it.

760 tabs on female international taper
The male has two slots in it.

4470 Slots on a male int taper
When fitted together the tabs in the female socket fit into the slots on the male socket.
There are variants of these with the prefix “CAT” or “BT”. There are versions of the International tapers but are made for CNC machines. The tapered part is the same and they can be used on machines that use the international tapers. On a CNC machine they are held in by a pull stud rather than by a draw bar. When this is removed the “taper” is shorter than the standard Int taper and the drawbar might need to be a bit longer. The pull stud is screwed into the narrow end of the taper. It can be unscrewed and a drawbar can be made to fit this thread.

Pull stud – 739
It is possible to make an adapter so that when the stud is removed and the adapter fitted in its place the chuck can be fitted to the mill using the standard length of drawbar.

4400 adapter for cnc milling chuck
fig adapter
R8 taper
There is also a special taper firstly used on the Bridgeport milling machine known as the R8. There is only one size of this.

621 – Stub arbor with R8 taper
Adapters and sleeves
In the case of Morse tapers it is possible to make one size fit another by using an adapter or sleeve. For example, a number two taper could be made to fit a number three socket by using a 2 to 3 adapter. The smaller male taper is always fitted into a larger female socket. It is possible to get adapters that work the other way round, i.e. a number 3 male fits into a number 2 socket. To make this it is inevitable that the length is very long. This would be very undesirable in this situation and should never be done.
It is always essential that the final piece of tooling is held in with a drawbar. If a sleeve is used then it is necessary to grind of the tang off the end of it so the drawbar can go right through the sleeve and connect to the final piece of tooling.
Adapters are available to reduce the size of International tapers. But only from a bigger taper down to a smaller one.
There is a very common adapter from International 30 to a Morse 2 or a Morse 3. This is useless for milling purposes because there is no facility for a draw bar and because it causes a very large overhang for the cutter. This reduces the rigidity of the setup by an unacceptable amount. But there is another use for these which is described later.
Holding tapers
Some tooling like the stub arbor needs to be held still so that it can be tightened up. This is often not most easily done when it is fitted in the vertical socket. Devices are made for holding tapered tooling. It is different for each type of taper.
Holding a taper – international taper
On the int taper there are two slot. From one side of the top of each slot to the other side constitutes a flat surface. This sort of taper can be held in a bench vice using these two flat surfaces.
fig holding an int taper in a bench vice
-
Drawbars
- On a drilling machine the forces are always downwards. It is possible to use a Morse taper to hold the drill chuck without any chance of it falling out.
On a milling machine, when milling as opposed to drilling, the forces are often intermittent and sideways rather than just downwards. When milling it is absolutely essential that there is some method for ensuring the chuck cannot come out unexpectedly. The most common method of doing this is to use a drawbar to hold the tool holding gadget, regardless of the type of taper, in the machine’s spindle.
A draw bar is simply a round rod with a thread that fits the chuck at one end. At the other end is a thread that takes a nut that when tightened up draws the chuck into the taper in the spindle.
A draw bar should be tightened up enough so that it cannot come loose – tighten with a spanner and just one arm. This is particularly important when the taper is a Morse taper.
The risk of a Morse taper getting stuck becomes serious if the taper is left too tightly done up for a long period of time especially if any water gets into it.
On a drilling machine, the bearings are designed only to cope with axial loads – not radial ones and, secondly, a drill machine does not have the facility to use a draw bar. Because of this a drilling machine is not really suitable for milling.
Since all of the chucks need drawbars it is very useful if they can all use the same drawbar. But milling chucks, even with the same sort and size of taper can be threaded for different sizes of drawbar thread. Even for a taper of one type and one size, for example, a 30 Int. taper, it can have any one of the following threads:
1/2 inch BSW
3/8 inch BSW
1/2 inch UNC
M12
It is sometimes possible to modify a device to use another drawbar. If the existing thread is too small it might be possible to drill it out and tap it with a larger thread. For example, in the above case a device with a 3 / 8 inch BSW thread could also be given a 1 / 2 inch BSW thread.
Even if it is not possible for all chucks to use the same draw bar it is useful to arrange that they all have the same nut, as far as possible, for tightening up the drawbar. This means that they can all be tightened or untightened using the same spanner.
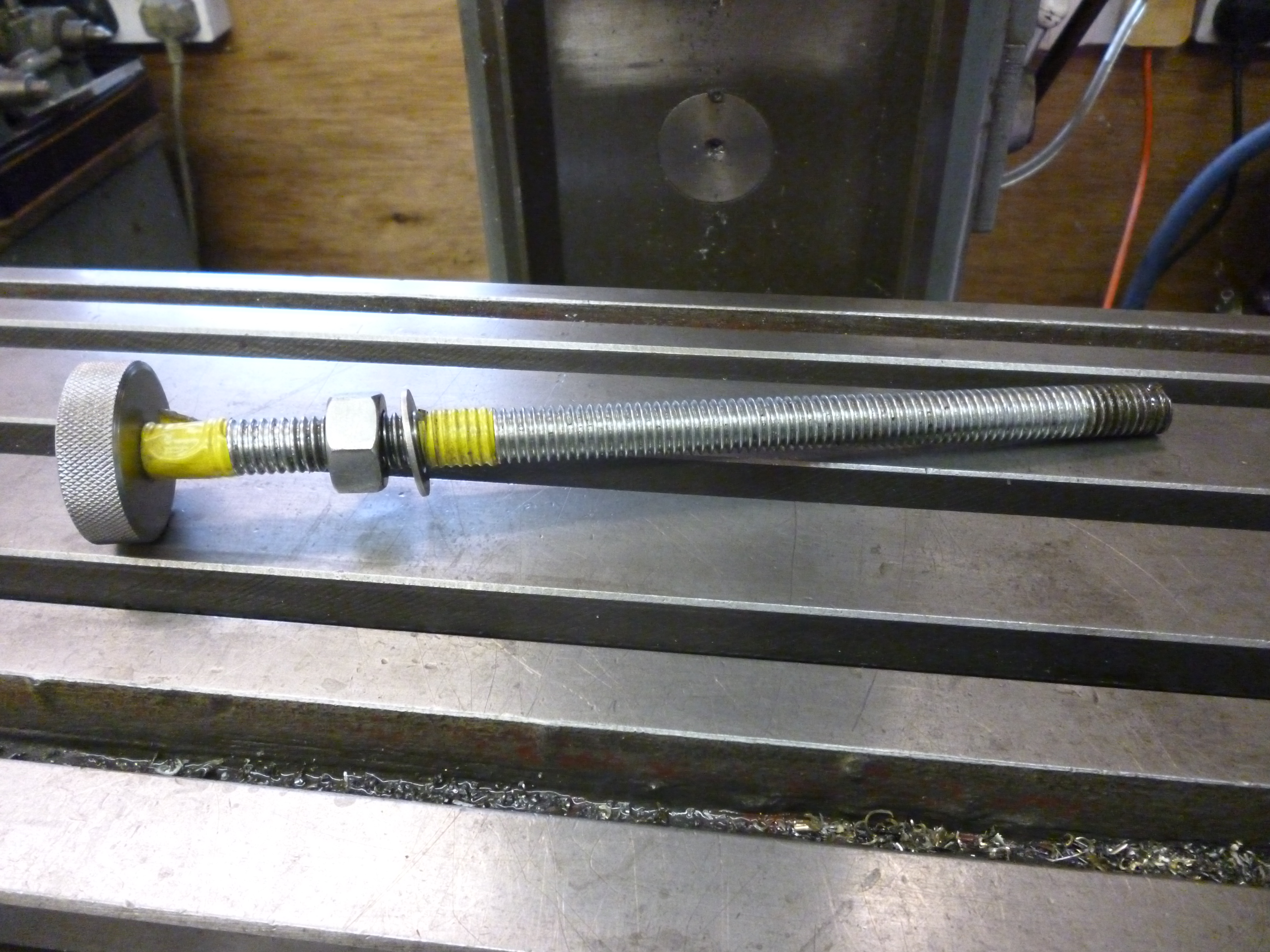
In some cases the drawbar can be made out of studding. This can be bought at most DIY shops. In other cases a plain rod can be threaded with the necessary threads.
It is useful if the drawbar has a knurled knob on top this can be used to rotate the chuck manually (the gears will have to be put in neutral). This is useful when it is necessary to measure from some point on the workpiece to the edge of the flute on an endmill or other cutter.
Each drawbar can be marked with coloured insulating tape. The chucks that fit a drawbar are similarly marked so it is immediately obvious which drawbar is needed for each chuck.
In every case the nut on the drawbar should have a washer underneath that fits the drawbar and adequately covers the top of the hole on the top of the spindle. This washer can be held on, again, using insulating tape. If the drawbar diameter is significantly smaller than the hole in the spindle the washer should have a skirt on it so the drawbar fits in the center of this hole.
When milling it is often necessary to change from one sort or size of tool to another. One quick way of changing a tool is by changing the chuck. This means it is useful to have more than one chuck.
Also the variety of cutting tools needed means that it is seldom the case that another chuck has the required cutter in it already.
A more practical arrangement is to have just one chuck but a large number of collets that fit it. When a tool change occurs the cutter and collet are removed and are replaced with another cutter and collet. This works with Autolock type chucks but does not work so well with ER type collets.
This means that recently used cutters are on the shelf ready to be used. There is a very good chance they are useable straight away.
It is pointless keeping cutters that cannot be used and cannot be sharpened.
Undoing a drawbar
When removing a chuck the draw bar nut should be loosen a turn or two. The draw bar should be gently tapped with a spanner to make the chuck come loose. Then the draw bar should be unscrewed till the chuck is loose. Hold the chuck till it becomes completely loose.
If the drawbar is completely unscrewed first and then hit there is a danger that the thread on the drawbar or the collet chuck will be spoilt.
Use of drawbars with Morse adapters
If an adapter is used the end must be ground off the adapter so the draw bar can go through the adapter and actually pulls the final tool holder.
On machining or not machining tapers
Often it is necessary to provide a piece of tooling with a (male) taper so that it will fit the milling machine. It is possible to machine such a taper on a lathe. This is not always as easy as one might hope.
The alternative is to use an existing taper and modify it as needed.
Morse tapers can be bought with a spare bit of metal on the end that can be machined to take the piece of tooling. It is also possible to use Morse adapters. Make a taper that nearly fits the inside of the adapter. Use araldite to glue it in. Put a pin through the two parts – just in case. These adapters are often surface hardened but it is quite possible to get through the surface using carbide tipped tool. Then the other end of the taper can be machined to fit the piece of tooling.
International tapers can sometimes be bought. These are usually surface hardened. A type of Int. 30 taper that is always available is the 2 or 3 (female) Morse taper to Int. 30 adapter. These are hardened all the way through. They are rather long and take up height on the milling machine. They can be shortened by grinding through part of the length of the Morse socket. This can be done using a very thin 1.5mm rubber bonded grinding wheel. Make sure the workpiece is firmly rested on the grinding machine. If it twists the grinding wheel will be ruined. Keep the piece that is cut off – it can be used to convert a shortened Morse taper to a parallel shank. What is left of the adapter with the Int 30 taper can be used by making a sleeve on the part to fit it. This is done later to fit a microscope in to the vertical socket.
It is sometimes possible to buy Int tapers that are only surface hardened. Having got the taper we need, we then might need to machine its other end. To do this we need to be able to hold it. With a Morse taper this can usually be done by holding it in the socket in the spindle of a lathe. It can then be turned or bored as required.
With an Int. 30 taper it can be held in the lathe and drilled etc. But it is not possible to hold it as accurately as necessary if the tooling needs to be aligned with the axis of the milling machine’s spindle. The only way to hold it accurately is in one of the sockets on the milling machine. It is first held roughly in the lathe and drilled. Then it is mounted on the milling machine. It can then be accurately bored using a single point tool. An example of this is shown under the section on the swivel, tilt and swivel vice.
Check the alignment of the spindle to the table first. Any error here will be copied to the hole in the taper being machined.
Tightening tooling fitted to a taper
Some types of tooling is fitted onto a taper and then bolted in place. For example, a slitting saw will be fitted onto an arbor with various spacers then a nut is used to hold everything together. In some cases the nut might be left handed. In everycase it is necessary to be able to hold the taper firmly enough to be able to tighten the nut properly. It would seem that devices are made for holding a taper whilst bolting the tooling onto it. But, for the amateur, it is unlikely that such a device is worth the space it would take up.
One solution is to use a bench vice. For a Morse taper it can be held by the tang.
fig holding a taper by the tang
For an international taper it can be held by clamping it across the two recesses as shown.
fig holding an international taper

Hi
Would you be able to supply an R8 autochuck & Colletts
Regards
Russell
My milling machine uses int 30 tooling. I buy almost all my stuff on ebay. If you go to ebay and search for “r8 chuck” I think you will find something. It might cost from £20-£50 depending on the collets that come with it. I’d get one that uses er type collets. If you are using the collets just for this you might just buy the sizes you need rather than a full set.
john f
This is a great poost thanks