go to the page above this one
Dividing head driven by drive to the table – Helical milling
Helical milling is milling any type of shape that has a helical form. Of course, one of the most common forms is that used for making helical gears. Because so many people are interested in making helical gears this is covered in a group of pages:
see Making helical gears – links
The most common way is by using a vertical milling machine:
see Making helical gears using a vertical milling machine
This page covers all other types of helical millingg
Helical milling on horizontal or vertical milling machines
Helical milling can be done on either horizontal or vertical milling machines. Since most amateurs only have a vertical milling machine this is what will be assumed here.
Helical milling – using vertical type cutters – vertical mode
Using a Ball ended cutter
A very simple application of helical milling is machining a helical grooves for lubrication purposes. For this purpose the groove would be cut using a ball ended slot drill. As an example this has the unusual property that the helix angle is not very critical.
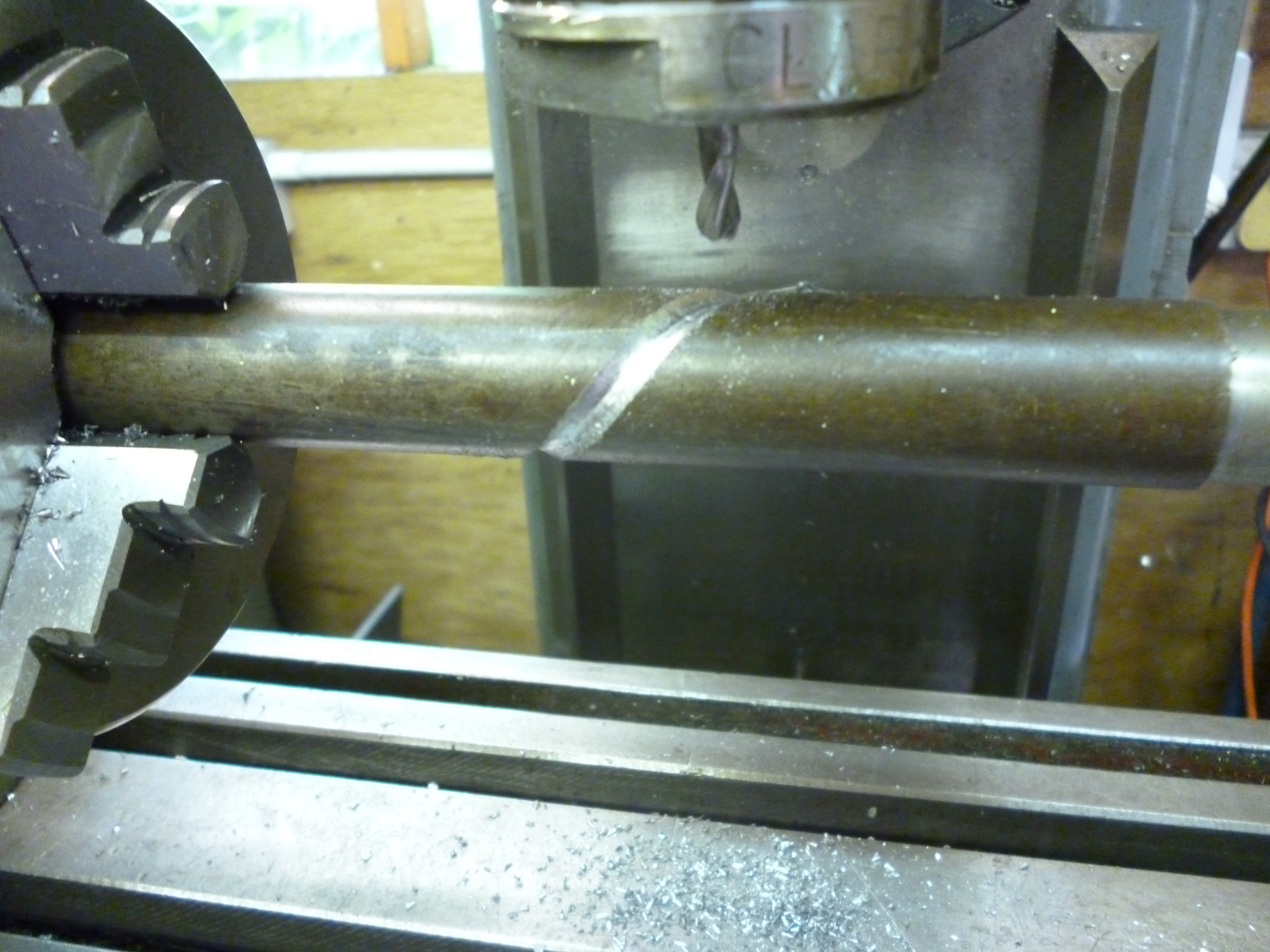
692 cutting a lubrication channel
The lead of the helix for lubrication channels is often such that one turn of the helix is just shorter than the length of the surface being lubricated.
The grease could be feed to this channel from a nipple on the end of the shaft. The shaft would then have a hole down its middle to the center of the bearing and, then, a hole from the end to the middle of the groove alternatively there could be a nipple on the outer part of the bering leading to this groove.
Cutting helices with horizontal type cutters
When using a vertical type of cutter for helical milling the angle the cutter makes with the workpiece does not matter. But when using a horizontal type cutter it is essential that the cutter cuts the workpiece at the required helix angle. A horizontal cutter is usually of a disk form.
It is possible to cut a groove with an endmill that has a square or rectangular section. But a side and face cutter will not cut a helix with the same form because the cutter will clash with the sides of the slot being cut.
Fig?
Cutting helices with horizontal type cutters – horizontal mode
This is the way the first milling machines where used. One of the first uses was to cut the flutes in twist drills. Before this they were filed!
In this mode, the cutter is held on the horizontal arbor fitted to the horizontal spindle. Invariably, the cutter is above the center of the workpiece. The cutter will be in the form of a round disk with cutting teeth round its edges.
The form of the helix will only be correct if the helix is in line with the cutter at the point where the cutter is cutting. Since the angle of the cutter to the milling table is fixed this means that the workpiece has to be at an angle to the cutter where the cutting is taking place. In this mode, this can only be done by swivelling the milling table.
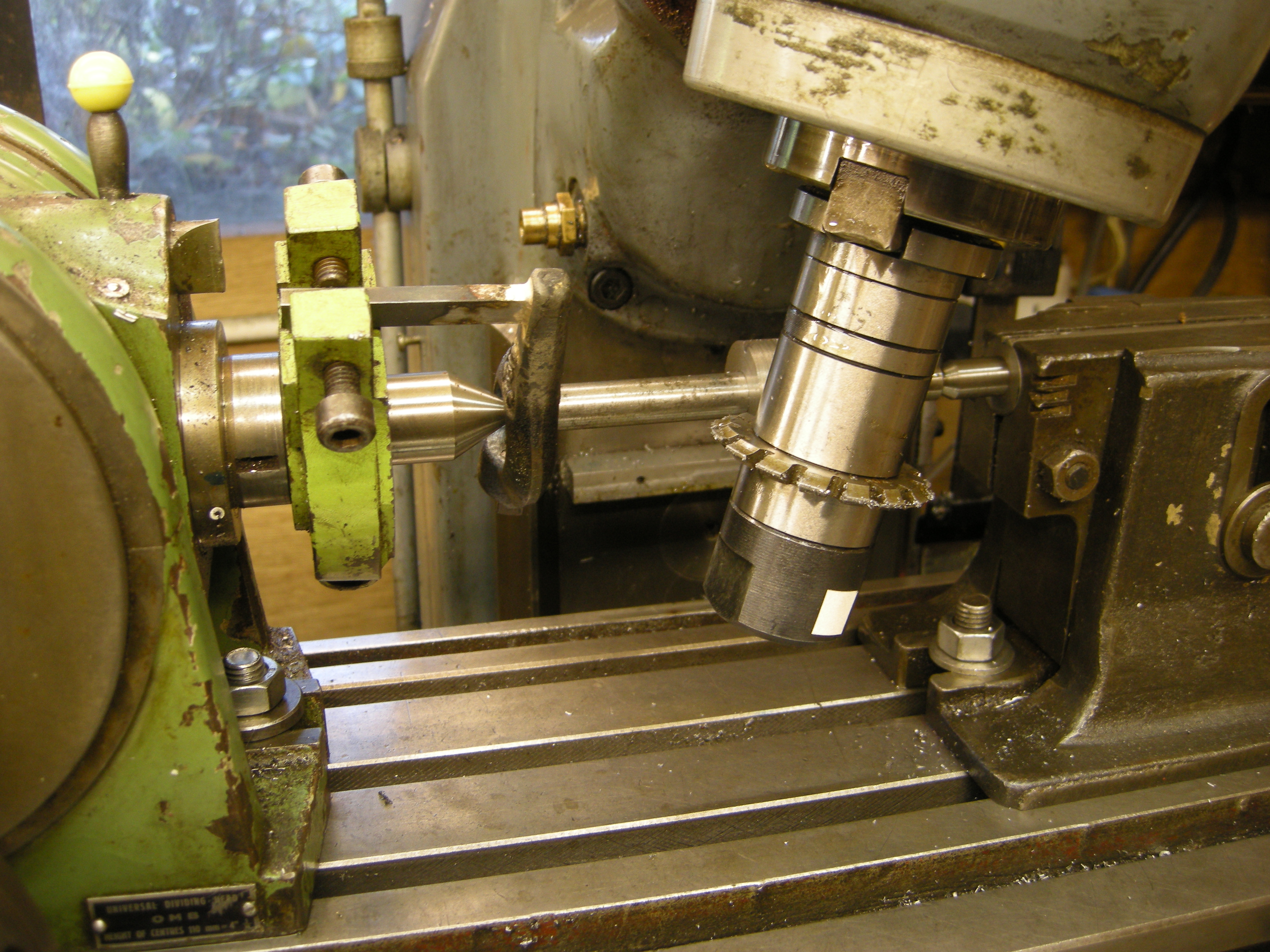
708 helical milling horizontal mode
Fig. helical milling horizontal mode 708
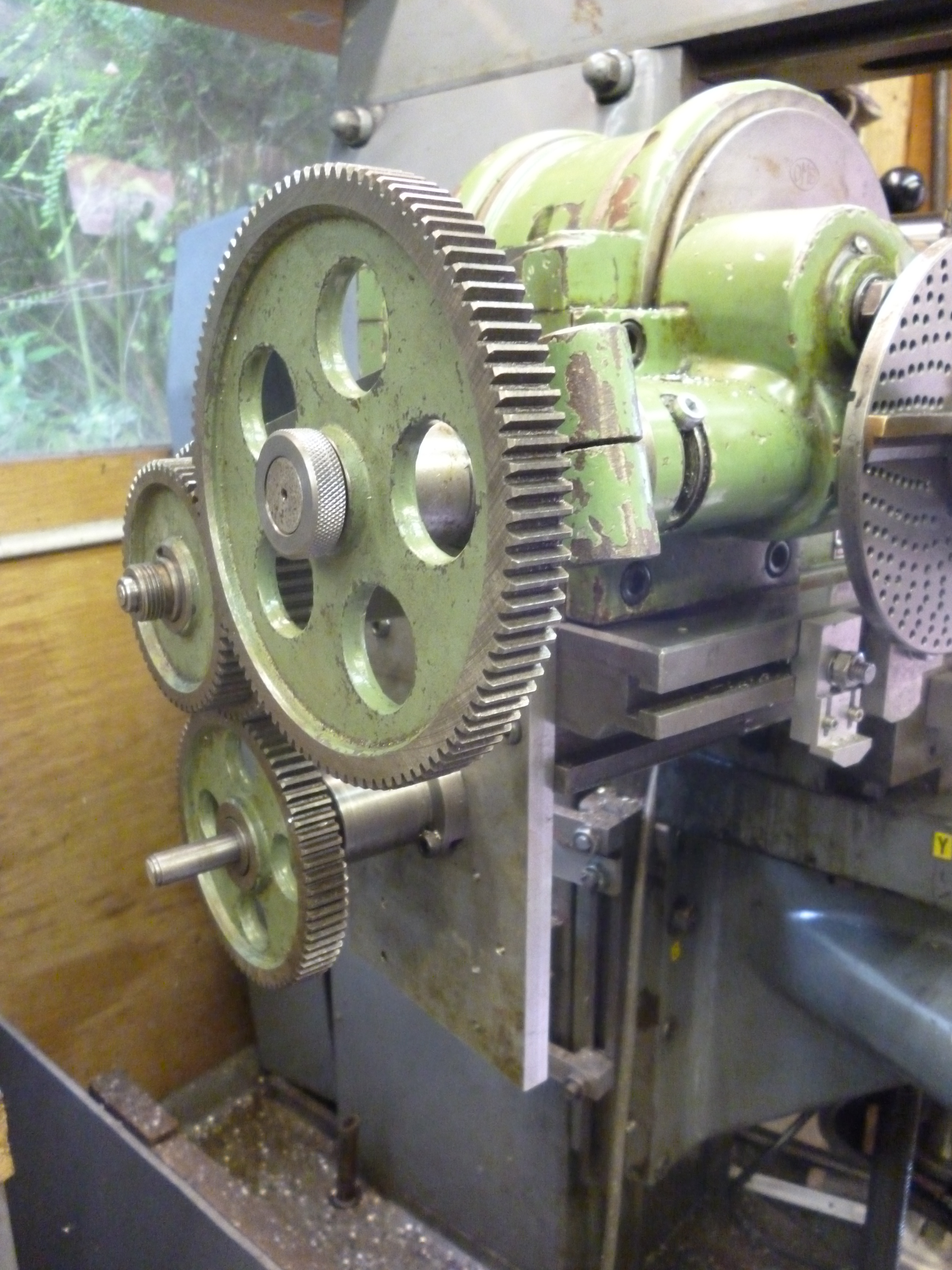
709 gear train fitted for helical milling
Fig. helical milling horizontal mode gear train 709
Since the table can be swivelled in either clockwise or anticlockwise directions the helix can be left- or right-handed.
There are two problems with this. Firstly most small milling machines do not have swivelling tables. No vertical ones do. And, secondly, since the table cannot swivel by more than 45º either way this method cannot be used to cut helices with a helix angle much greater than 45º.
Alignment of a cutter above a round workpiece at an angle
When milling a helix on a horizontal machine with a swivelling table not only must the cutter be at the right angle to the workpiece but it must also be centered directly above the workpiece.
See On finding the center of a round bar when the table has been swivelled – horizontal mode
This is a similar problem to the previous case. A helix is to be cut in the horizontal mode. The table has to be swivelled so the angle of the cutter makes the helix angle to the workpiece.
If a square is placed against the side of the workpiece then the gap between the square and the tip of the cutter at one end of the cutter should be the same as the gap between the square and the tip of the cutter at the other end of the cutter.
Cutting helices with horizontal type cutters – vertical mode
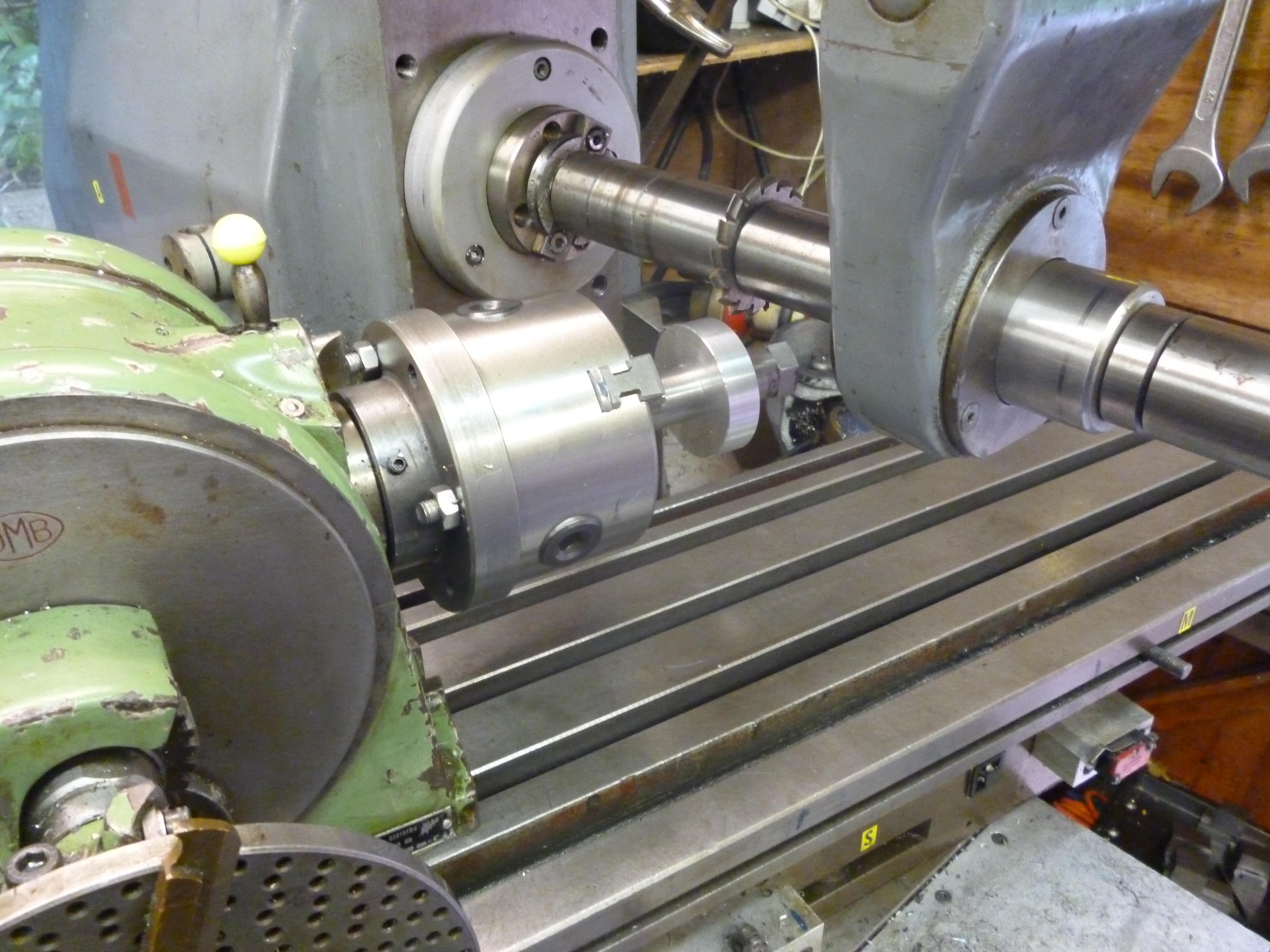
In this mode the horizontal cutter is fitted to a stub arbor and this is fitted to the vertical spindle. The angle needed between the cutter and the workpiece is obtained by swivelling the vertical head. The cutter height after tilting the head is exactly in the center of the front of the workpiece.
The handedness of the helix can be determined either by tilting the head left or right. Whichever of these is chosen it is still possible to reverse the handedness again by having the cutter in front of the workpiece or behind it.
Suppose the dividing head is left handed, i.e., it is on the left end of the milling table. The vertical milling head can be tilted to the left. How far is limited by it clashing with the dividing head. The head can be tilted to the right but is limited by its clashing with the tailstock. But, if there is no need for a tailstock it can be tilted to be almost horizontal. In both cases there is also a limit in that it will often be the case that the center height of the diving head cannot be raised, for various reasons, to the center height of the vertical head in the horizontal position.
370 helical milling 3
Fig. Helical milling vertical mode 370
The first advantage of this is the table does not need to be able to swivel. The second advantage of this is that whereas the table can only swivel to a maximum of about 50º, the vertical head can, sometimes, be tilted to nearly 90º.
Alignment of a cutter at an angle at the side of a workpiece
When milling a helical gear it is very important that the center height of the cutter is at the center height of the workpiece. But the cutter is tilted.
One way of doing this, have set the cutter to the necessary angle, is to measure the height of the highest point of the cutter and of the lowest point using a height gauge. Highest and lowest means when the cutter is turned so the tip of the cutting edge is at the lowest or highest points it can reach. Measuring the lowest point is covered under “height gauge”.
The midpoint is the difference between these two.
Choice of cutter
When cutting a helical gear the choice of cutter is not obvious. As already seen the number of teeth will vary with the helix angle. If we measure the width of a tooth on a spur gear the width of all the teeth will give the circumference of the gear (well nearly). If the tooth is helical and we measure the width of the teeth at right angles to the teeth the distance from the left side of one tooth right round to the right side of the previous tooth will be greater. Of course, this line will not end at the place it started at.
Dividing head features necessary for helical milling
The key feature of helical milling is that the workpiece is rotated by the dividing head as the table moves along. The dividing head’s rotation is derived from the drive to the table. The table can be fed either by a built in motor or by hand. The speed of the feed does not affect the angle of the helix produced.
The speed of the feed has to be accurately related to the speed of rotation of the workpiece. To be able to do this the dividing head has to be fitted with an auxiliary feed. This is a shaft fitted at the back of the dividing head. If this shaft is rotated it drives a series of gears that rotate the dividing plate. The shaft the handle is on and which drives the spindle if locked to the dividing plate by mean the pin on the handle. If this auxiliary drive is not being used the dividing plate is usually locked in position.
At the base of this auxiliary input shaft is a round boss onto which can be fitted an arm. This arm can take an assortment of gears. These connect the drive from the table to the auxiliary drive of the dividing head. These gears determine the speed at which the workpiece rotates relative to the speed at which the milling table moves.

587 auxiliary drive shaft
Fig. Auxiliary drive to the dividing head 587
The complexity of this arises because the feed comes in on the left. It goes through two helical gears to turn it through 90°.

588 intermediate gears
Fig.Intermediate gears housing 588
It then drives a spur gear whose center is at the center of the tilting mechanism. This then drives a spur gear that is on the shaft which holds the worm that drives the wormwheel on the main spindle of the dividing head. But is does not drive this shaft.
589 final drive gears
Fig. Link from auxiliary drive to the dividing plate 589
The last gear shown is on a hollow shaft. At the other end of this shaft is the dividing plate.
When the auxiliary feed is not being used the division plate is locked in position. When the auxiliary feed is being used the dividing plate is unlocked and if free to rotate. But it is locked to the worm shaft by means of the indexing pin.
Alternative
The arrangement above is quite complicated. It might seem that without his helical milling cannot be done. But this is not so. All that is needed is a vertical head that rotates.
The main difference is that the auxiliary input is divided by 40. This speed reduction does not happen if the main spindle is driven directly.
Lead
The key parameter for any helix is not the helix angle but the lead of the helix. The lead is the length along the cylinder which the helix travels during one revolution of the cylinder. The length is a function of the diameter of the helix and what is called the helix angle. This is not intuitively obvious. When we look at a helical gear it seems obvious that the angle we see the teeth make on the surface is the angle of the helix.
If Alpha is the helix angle then
Lead = (PCD * pi) / tan (alpha)
But if we look at a set of drill bits we can see the problem immediately. The angle of the helix on a drill bit determines the rake at the cutting edge of the drill bit. This has to be constant for all the drills within the set of drills. This means the “twist” on a small drill is much more than on a large drill yet the helix angle is the same.
Tan ( helix angle ) = pi x diameter / lead
This is true so long as both the diameter and the lead are in the same units, for example, in millimetres or inches.
A helix can be right or left-handed. Most common screws have right-handed threads, that is, the thread forms a right-handed helix.
Since the helix angle depends upon the diameter of the workpiece it should be obvious that if the helix angle on the surface is x then as one cuts into the workpiece the helix angle will be different. There is more on this later.

I’ve been surfing online more than 3 hours today, yet I never
found any interesting article like yours. It is pretty
worth enough for me. Personally, if all web owners and bloggers made good content as you did, the net will be much more
useful than ever before.
Thanks
But most of my material never gets looked at and considering the number of pages viewed there are remarkably few comments.
john f
Hi John, a very well described if somewhat complex, process. I wish I had seen this before I made my Quorn. I turned the spiral on my lathe (sorry, helix) and even at the lowest rpm (40) the the traverse rate was scarily fast.
One problem with the description is that the figs are not showing up. I suspect that the explanation would be clearer if I could see those figs.
John V
I started to update this page and then it occurred to me that it had been superceded or it was meant to have been superceded. There is a section on producing leads of all possible lengths which might have been useful to you. But I had meant to make a separate page for this. I’ll try and sort it out wed or thurs and let you know.
john
I have extracted some material from “helical milling”
they are making “flexible beam couplers” and
“producing different leads when using a dividing head”
sorry not feeling too well to do any more
john f
Excellent blog! Do you have any tips and hints for aspiring writers?
I’m hoping to start my own site soon but I’m a little lost on everything.
Would you suggest starting with a free platform like WordPress
or go for a paid option? There are so many choices out there that I’m totally
confused .. Any ideas? Thanks!
Dont ask me. I am equally confused. But I did manage to get wordpress to work. The book on “wordpress for dummies” is totally useless. What is needed is a simple guide giving just the information a beginner requires – step by step.
john f
Hello, i feel that i noticed you visited my weblog thus i
came to return the prefer?.I am attempting to find issues
to improve my website!I assume its ok to make use of some of
your ideas!!
My knowlege of wordpress is very limited. The real point of this website is not that it looks very good but that it contain, hopefully, some information that might be of interest to people interested in model engineering.
john f
I know this site presents quality depending articles or reviews and additional material, is there
any other web site which gives these data in quality?
Have you seen Harold Halls site?
search for “Harold Hall model engineer”
john f
John – Just so you are aware all of those posts are spam bots (excluding John’s). Notice how none of them actually references anything on the webpage, and the link for the name goes to a website totally unrelated?
Why would anyone bother to do this?
john f