go to the home page
go to the page above this one
Lathe – parting off (and grooving)
Parting is the process whereby a part that has been made, or is wanted for another operation, on the end of a bar is cut off from the rest of the bar, which is, usually, being held in the chuck. This is a very common way of holding a component whilst it is being made and so parting is a very common operation.
The whole idea is to be able to cut a very thin but long cut into a, usually, but not necessarily, round bar. This cut is always at right angles to the axis of the lathe. Parting can be seen as simply cutting a groove in a workpiece that is so deep that it cuts the workpiece off the bar. So the task of cutting a groove is very similar to parting off.
Parting tools of almost any sort seldom give the best possible finish. If this is necessary part the workpiece off with an extra bit of material. Then turn the workpiece round and face it to the right length.
Parting is done with a special tool. There are three main varieties – those using a blade of HSS. using a piece of HSS ground the the required shape and those using carbide inserts. When using a blade or an insert the cutting part will be held in a special toolholder.
Parting with a HSS blade
This consists of a thin piece of HSS often about 3mm thick and about 15mm deep. It can be up to 150mm long. It is usually slightly tapered on both sides from top to bottom. This reduces the friction with the workpiece. The top of a new parting blade has a shallow inverted V-shape. This is to enable it to be held in the tool holder.
This fits into a special holder that is only used for this.
2012 parting tool with HSS blade
Fig HSS blade parting tool in holder
Geometry of the cutting edge
The blade has to be ground to give it a flat top but with some rake. Since the tool tapers as it goes down if the cutting edge is not at the height of the top of the tool this edge will be slightly narrower than the rest of the blade behind it. This leads to a continuous using up of the blade. If a fresh edge is made at the top of the blade with some rake, as the blade is reground the cutting edge moves down.
It might appear that one solution to this would be to hold the parting blade at an angle so the top rake is achieve merely by grinding the top of the blade flat. Doing this it is possible to use all of the top surface of the blade for cutting. But, one feature of parting compared to other type of cutter is that, in general it is desirable to keep the length of unsupported blade as short as possible. On the other hand it is often necessary to pull the blade out further to make a deeper cut. If the blade of the cutter is not horizontal every time it is moved the height of the cutting edge would have to be readjusted. Parting tools invariably move in and out horizontally.
For the length of the top rake the cutting edge is the widest bit blade so there is no problem cutting to a depth equal to the length of the top rake.
If the workpiece has a hole in the middle of it then the depth the parting tool has to cut to part the workpiece off is only the thickness of the workpiece at the point where it is being parted off. Usually it is desirable that the force on the cutter is symmetrical. If the workpiece has a hole in it then the parting tool should cut so the hole appears to the cutting edge on both sides at the same time.
If the end of the tool is square when it gets to the center of the workpiece, the finished piece can fall off with a large pip left on it. If the end of the parting tool is ground to form a point on the right hand side, the workpiece falls off with a clean break.

1037 parting 2
fig parting tool cut at an angle
However if the end is not square, for example, it is angled to the right, there is a tendency for the tool to move to the right. But the work piece will be cut off cleanly.
Summary – Basic rules when parting off with a HSS blade
The tool must be sharp
The geometry of the cutter must be right
The blade must be at right angles to the axis of the lathe
This can be done by placing the tip of the blade against the flat surface of a jaw on the chuck.

2019 parting setting the blade at right angles
Speed of cutting
In general when parting the surface speed is around half of what would be used when doing ordinary turning. It does not follow that the slower the better. The workpiece should be turning fast enough that it is possible to make a continuous cut.
When parting a workpiece from a bar with a large diameter it is worth remembering that for a given RPM of the spindle the cutting speed at the surface of the cut will vary considerably as the cutting edge moves from the start through to the center of the workpiece.
Use cutting fluid
If you do not usually use cutting fluid this has to be an exception. It is often easy to see the difference in cutting with fluid and without. Just for this reason it is worth always parting with the cutter in the upright position.
Safety
Always wear goggles when using the lathe but for parting more than anything else.
Not not put your fingers anywhere near the workpiece especially when parting off.
Use of tailstock when parting off
It often helps things if the workpiece is supported from the tailstock – however little of it sticks out of the chuck. When the cut first starts this makes everything more rigid. But as the cut proceeds the cut reduces the rigidity of the work piece. Near the end of the cut the presence of the tailstock reduces the tendency of vibration but because of the small amount of the material in the cut, the work piece is no longer rigid. This means the situation is roughly a work piece sticking out of the chuck and unsupported at the point where the cutting is happening.
This means that though the tailstock will make parting off easier it does not mean that parting off can take place very far from the chuck where the real continuous support is.
Parting off is more difficult than a normal cutting operation because any flexing of the work piece will trap the part blade/cutter.
Where parting off can be done
So far the only point it is safe to part off is at a short distance from the chuck. But there is a way round this. It is to use a fixed steady
Use of fixed steady when parting off.
If a fixed steady is used to support the work piece it is possible to safely part off at any point on the workpiece so long as the fixed steady is just to the left of where the parting is being done.
This arrangement is very useful when a large number of parts need to be made from a bar that is too big to fit into the spindle in the headstock. The bar if fitted in the chuck. The fixed steady is moved just to the left of where the workpiece will be parted off. Once this has been done the steady can be moved to the left exposing enough material for the next part to be made.
When doing this it is not essential that the steady is set up perfectly. It might be that the bar is not perfectly parallel to the axis of the spindle so the outside of it will need to be machined all over.
Parting off using an American type toolpost
There is a special parting tool holder made by Jones and Shipman that is frequently encountered at auctions etc. Its key feature is that it is cranked so that the cutter is at 45 degree on the right, to the shank.
Fig cranked parting tool holder
All parting has to be done with the cutter at right angles to the workpiece. This means that when this tool holder is being used the shank must be at 45 degrees to the left. The only way this happens is when the lathe is fitted with an American style toolpost.
The problem of “snatching” with HSS parting blades
The main difficulty with parting off with HSS blades is that, on occasion, the tool snatches and this can lead to a very unpleasant situation. The parting blade insert will break with a loud “bang”.
Very often when it is just about to snatch the lathe strains and the noise is the warning. Sometimes withdrawing the tool is most effective but sometimes the cutter gets stuck in the gap. Other times stopping the machine seems to be most effective.
If the cutter gets caught in the gap one way of releasing it is to release the tool from the tool holder.
This usually happens with larger diameter workpieces, say, more than 25 mm diameter. The best way of avoiding this is to use a carbide parting tool.
Using a parting tool in the front toolpost the wrong way up
It is sometimes suggested that there are advantages in using a parting tool in the front toolpost but the wrong way up. The main advantage is that the swarf falls down more easily and does not clog up the cut. On the other hand the operator cannot see the swarf. Being able to see the swarf is a real advantage in that whether the cutter is cutting properly on not can easily be seen from the nature of the swarf. But this is most often cured by applying cutting fluid.And this is most easily done with the cutter the right way up.
Parting – use of rear tool post
There are several reasons for mounting a parting tool on the rear of the cross-slide.
It can be more robust that mounting it on the topslide.
It is an extra position to hold a tool that is commonly used.
There are two ways of doing this. The tool can be upside-down and the workpiece rotates in the usual direction. Alternatively the tool is the right way up and the workpiece is rotated backwards.
It is said that since the workpiece is pushing the tool down rather than up the whole set-up is more rigid.
In normal turning its use is limited because if the cutter is mounted normally is will be opposite the parting tool when the topslide is withdrawn to the right. If this cutter moves to the left the parting tool will move away from where the parting normally happens.
The only time when this does not happen is when the lathe is being used as a capstan lathe. It is usual to use a rear parting tool on a capstan lathe but, in this case, all the machining is done from the capstan and though there might be one tool on the front of the cross-slide it will be almost opposite to the parting tool because the topslide will not be in use.
This also has the advantage of having a commonly used tool permanently in position. (This is particularly useful when using the capstan.)
Fig – parting tool in a rear tool post
If the lathe is turning towards you the rear tool must be upside down. A quick-change tool holder designed for use from the front will not be able to hold the parting blade the wrong way up.
If the chuck screws on it is not usually safe to try and run the machine in reverse if there is any serious force doing any cutting. If however the lathe can be run in reverse then a quickchange toolholder can be used in the rear toolpost holding the parting blade the right way up.
See mew no 49 p46 parting
Ref mew no 86 p30 Parting off with the Quorn Philip Amos
Sometimes a large amount of metal needs to be removed from between a part that is needed on both left and right. The most efficient way is to cut to the left with a left handed tool and to cut to the right with a right handed tool. Neither is probably very good at going straight in. If you have a good system for parting then use the parting tool to do several cuts straight in so as to provide a starting point for the left tool and for the right tool.
Parting – use of carbide tools
The carbide tooling available for parting consists of a thin steel blade. This blade is made, usually at both ends, so that it can hold a carbide insert.

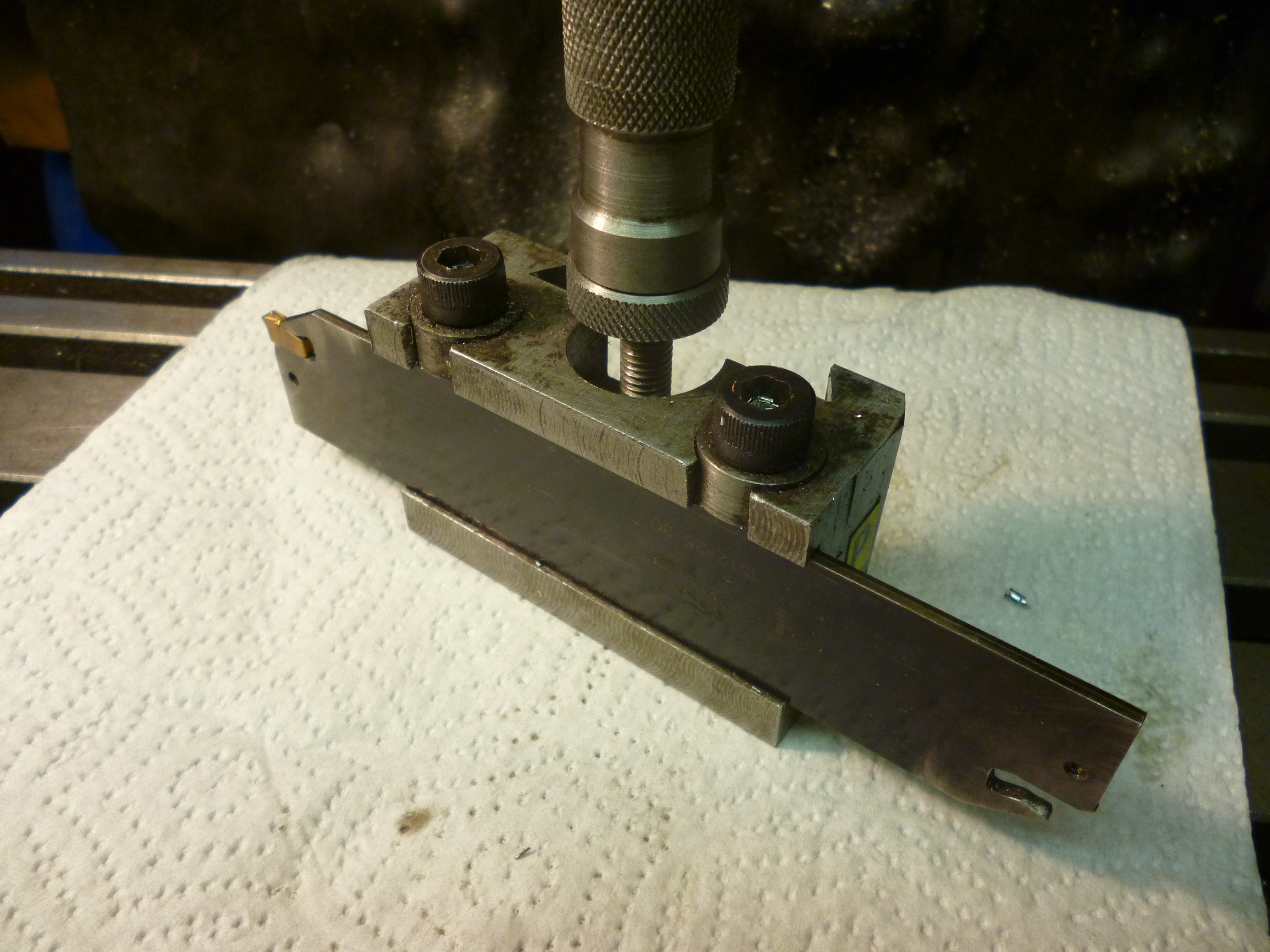
2013 blade for holding a carbide bit for parting
Fig parting tool with carbide insert
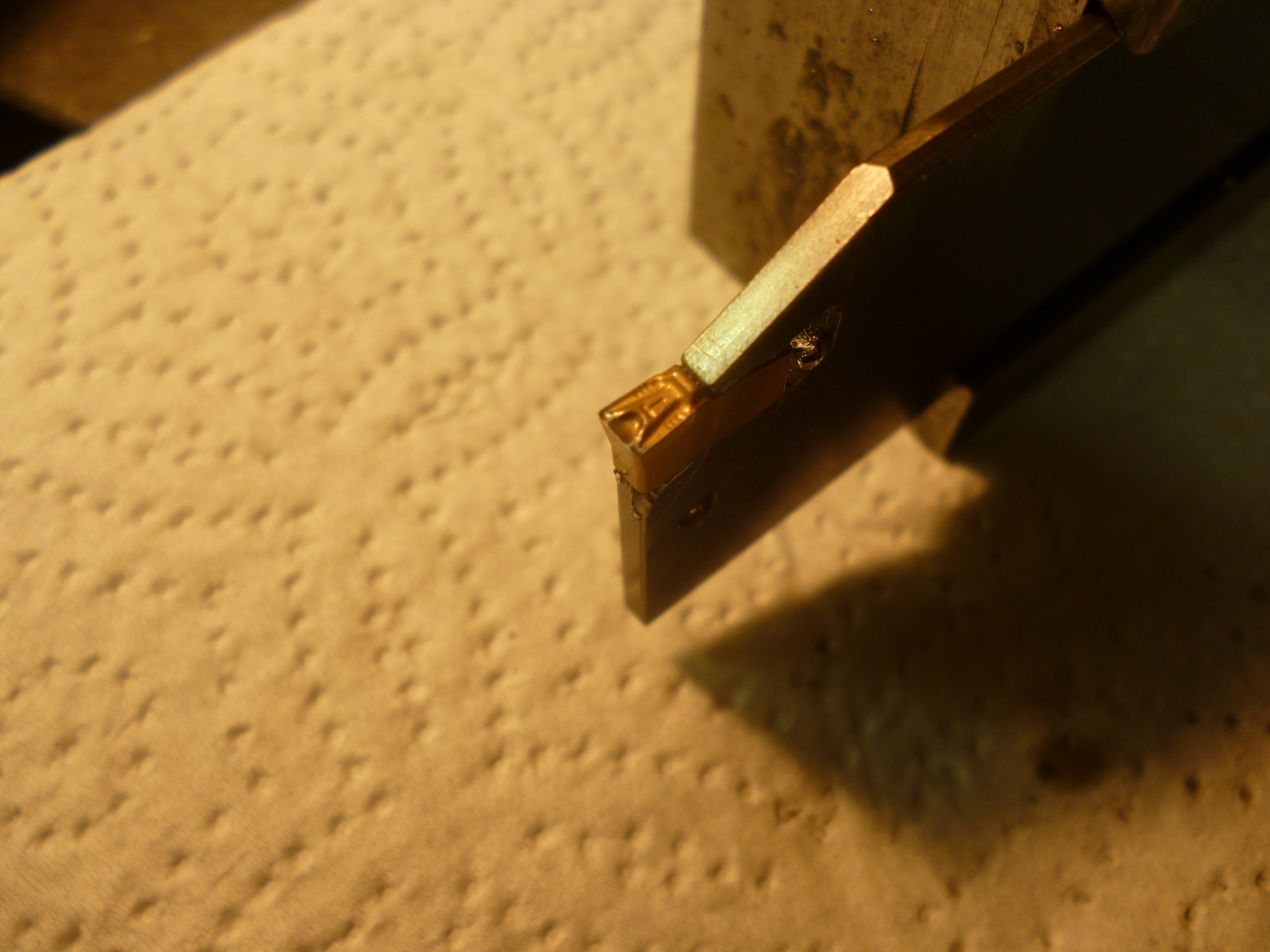
2016 carbide insert for parting
fig – close up of the carbide insert
2015 holder for parting blade
fig special holder for holding the blade for parting
These tools are magical. They part materials that one would have thought could not otherwise be parted off. They are almost immune from getting stuck. It is quite practical to part off using the cross feed.
However, The inserts for these are often affordable by buying them on ebay or similar. This means they are not always the shape that might be desired. In particular, though tips wanted might be right cutting, the tips available are often straight cutting.
This means that the piece being parted off will not part off cleanly. Furthermore if the height of the parting tool is too high it will stop cutting before reaching the middle. If it is too low it can get sucked under at the middle. If this happens it is easy for the insert to be damaged.
The solution when using carbide inserts for parting off it is best only to use then to within a millimetre or two from the middle of workpiece. Then use a conventional HSS parting tool, cutting to the right to finish the job.
If the carbide cutter has an angle on it, it is usually quite small. It the cutter just touches the workpiece it will be noticed
that it starts cutting on the right (or left). But the angle is very small. It would seem these are designed to work where the amount remove per rotation of the workpiece is very small. In industry this might involve using high speeds of rotation to get good results. alternatively, for slower feeds of rotation the slower feed of the toll is required.
Grooving
Grooving is very similar to parting off except that the groove does not reach the middle of the workpiece. Secondly, usually, the bottom of the groove must be parallel to the axis of the lathe. Thirdly, the groove can vary in width from being less than the parting off width to being much wider than this.
If the bottom of the groove has to be parallel to the axis of the lathe then the cutting edge of the cutter must be flat and parallel to the axis of the lathe.
In general, the maximum width of a parting tool will be limited by the power and rigidity of the lathe/workpiece.
If the depth of the groove is small then it is possible to make a cutter out of hss that is very narrow. As the groove gets deeper the minimum width possible rapidly increases till it is the width of the parting blade. In this case the groove can be cut by using the standard parting blade and making one or more cuts side by side. It is often useful not the cut to the full depth for each cut but to very nearly do so and the to skim the surface with one traverse of the cutter to get a perfectly flat finish.
If the cut is quite deep and multiple cuts are being made, then, because the blade is only supported from bending because of the material on one side of it, it will tend to flex slightly. It the groove is wide enough, it might be possible to use a more robust tool to clean up the two side walls of the groove when the groove is nearly finished.

Very Good & Excellent Information
Thank you.
john f
Thanks
john f
Pls can I get PDF of this lesson
To agboytutorial@gmail.com
Thanks
Only if to have the software to do it. I dont have it.
john