Go to the home page
Go to the page above this one
Turning – aligning – setting up a taper turning attachment
This method uses an existing Morse taper to set the turning attachment to cut another taper with the same angle.
In all cases on this page the DTI measures differences of as little as 0.001mm.
When making Morse tapers it is essential that the angle is correct. There is no chance of this being so unless that lathe is setup properly in the first place.
The really critical part is that the axis of the spindle and the axis of the tailstock are in line and parallel to the bed of the lathe. This can be done by fitting a center in the headstock. Test it is concentric with the axis of the spindle using a DTI.
Fit a test bar between the center in the headstock and the enter in the tailstock and check its surface is parallel to the bed of the lathe with a DTI.
Replace the enter in the headstock with a three jaw chuck. Fit a piece of round mild steel in the chuck. Face it. Then center drill it.

4310 making a female center
fig drilling a female center
This center will be as good as perfect regardless of the concentricity of the chuck but only in this setting in this chuck. As soon as it turns in the chuck or it loosened from the chuck this will no longer be true.
Fit a Morse taper in between the male center in the tailstock and the female center in the three jaw chuck.
On of the problems with using a taper turning attachment it that there are all sorts of places where backlash can occur. Furthermore the backlash will be completely different as the saddle moves from right to left compared with it moving from left to right.
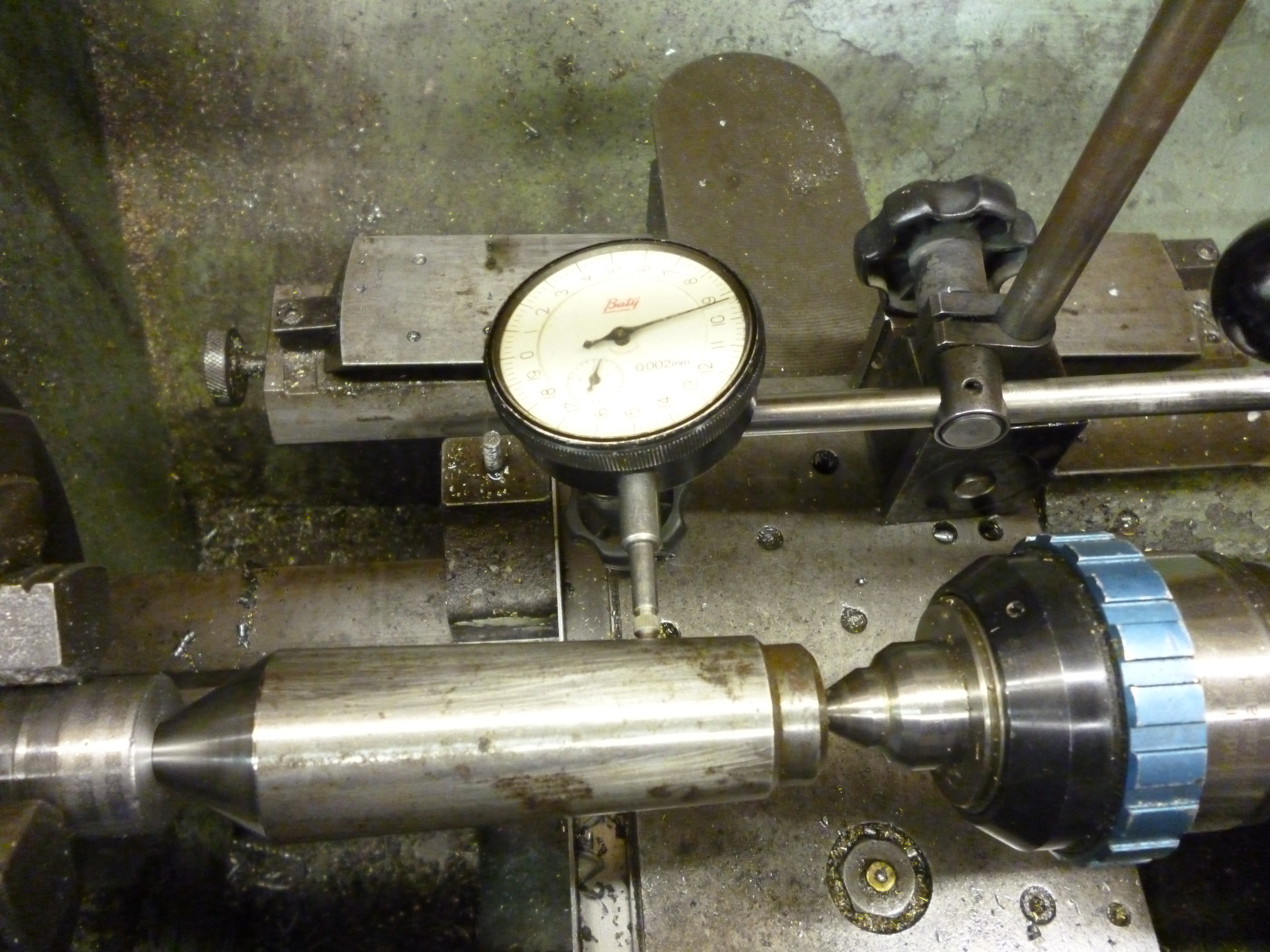
Initially it is easiest to start the setting up so a particular gap between the tip of the DTI and the surface of the Morse taper can be seen.
Because of the back lash the tip of the DTI starts right by the rotating center in the tailstock as shown

4311 setting up taper turning attachment 1
fig start of the a pass of the DTI
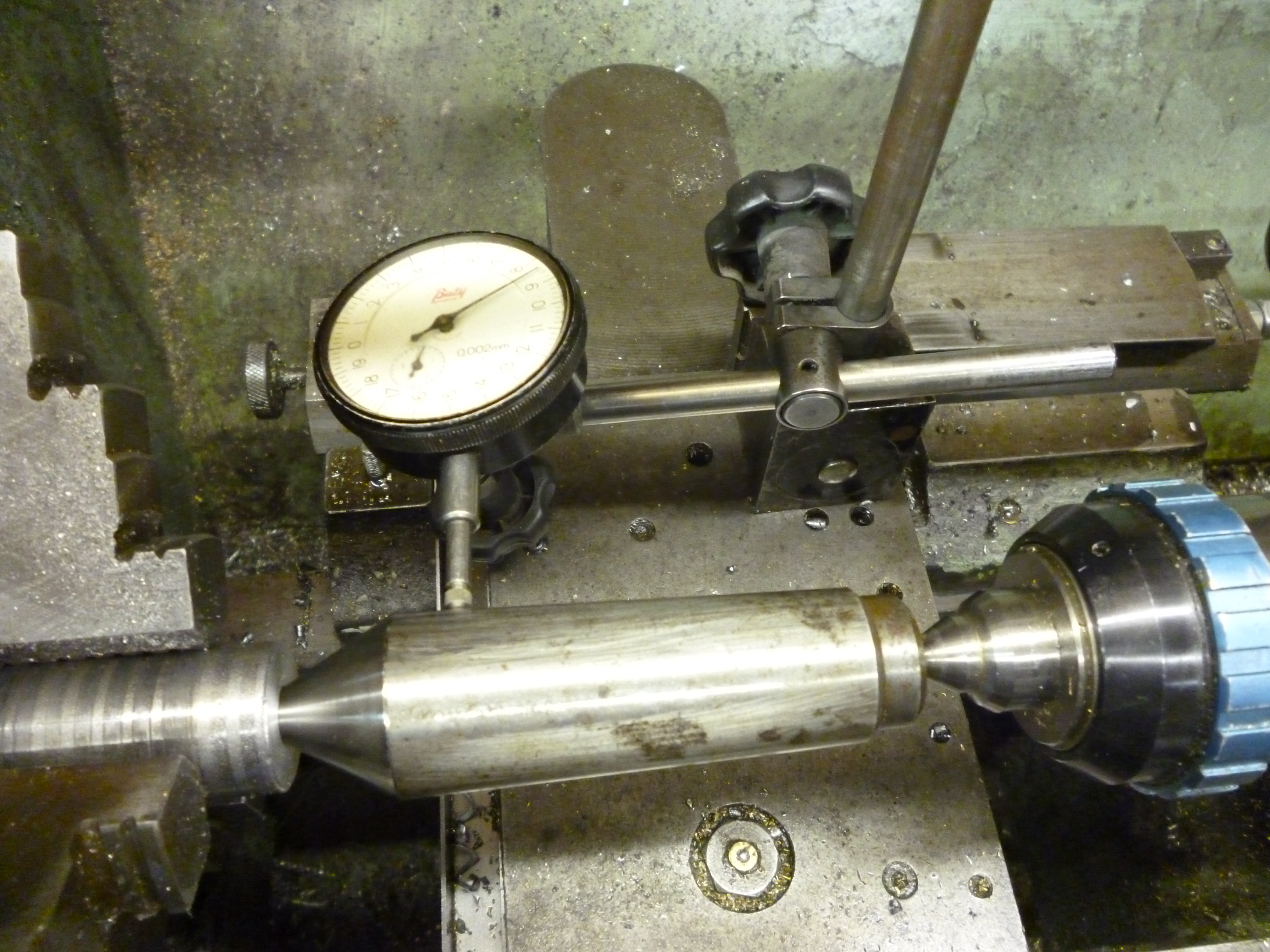
It will be noticed that no meaningful result is seen in terms of the gap till the backlash is taken up.
The next photo shows the point where the backlash has been taken up.
4312 setting up taper turning attachment 2
fig point where the backlash has been taken up.
The distance needed to take up the backlash is quite long. This means that if a taper like the one being used is needed then the stock the taper is being made from needs to be this much longer. If this is then parted off there will not be a center left in the taper produced.
It might be possible to get round this by using a live center which has the facility to take different “tips”. In this case a male center on the end of a longish parallel shank.
As the saddle moves left the gap will vary. The attachment has to be adjusted till the gap which should be about 1.0mm appears to be constant from where the backlash is taken up to the left of the taper. At this point the cross slide is pulled back till the DTI just touches the taper. It is then necessary to adjust the angle on the taper turning attachment the reading on the dti is constant.
4314 setting up taper turning attachment 4
fig end of pass note the reading on the dti is still the same
If at any point the saddle is moved from left to right it is necessary to go right back to the start of the pass.
This will only cut tapers where the right end is narrower than the left end.
Setting the taper turning attachment where the right end is bigger than the left end
In this case a female center is needed in the tailstock. This can be made by holding a piece of round bar in a drill chuck fitted in the tailstock. The trick is that to be sure it is coaxial with the axis of the headstock spindle a center is used to drilled it. This center must be made as concentric as possible. This means holding it in a four jaw chuck and aligning as well as possible.
