go to the page above this one
Milling – slotting screw heads
Elsewhere it is shown that it is very easy to make parts with threads on them on the lathe. However there are times when making screws on the lathew even when a capstan is fitted and the screws have to have slotted heads.
Very often the slotting cannot be done on the lathe because the screws has to be parted off before it is possible to slot its heads. At this point it becomes easier to use a milling machine to do the slotting.
The solution to this problem is to make a jig. This is very easy. It is simply a block mounted on a bar that can be bolted onto the milling table.
Often, when making small parts with threads on them, a large number might be needed. The point with any jig design to make the parts as efficiently as possible while at the same time ensuring they are all the same.
In this case the block can be drilled and tapped to take whatever thread is required. On the back there is a screws with a pair of locked nuts used to set the depth of the part being machined in the block.
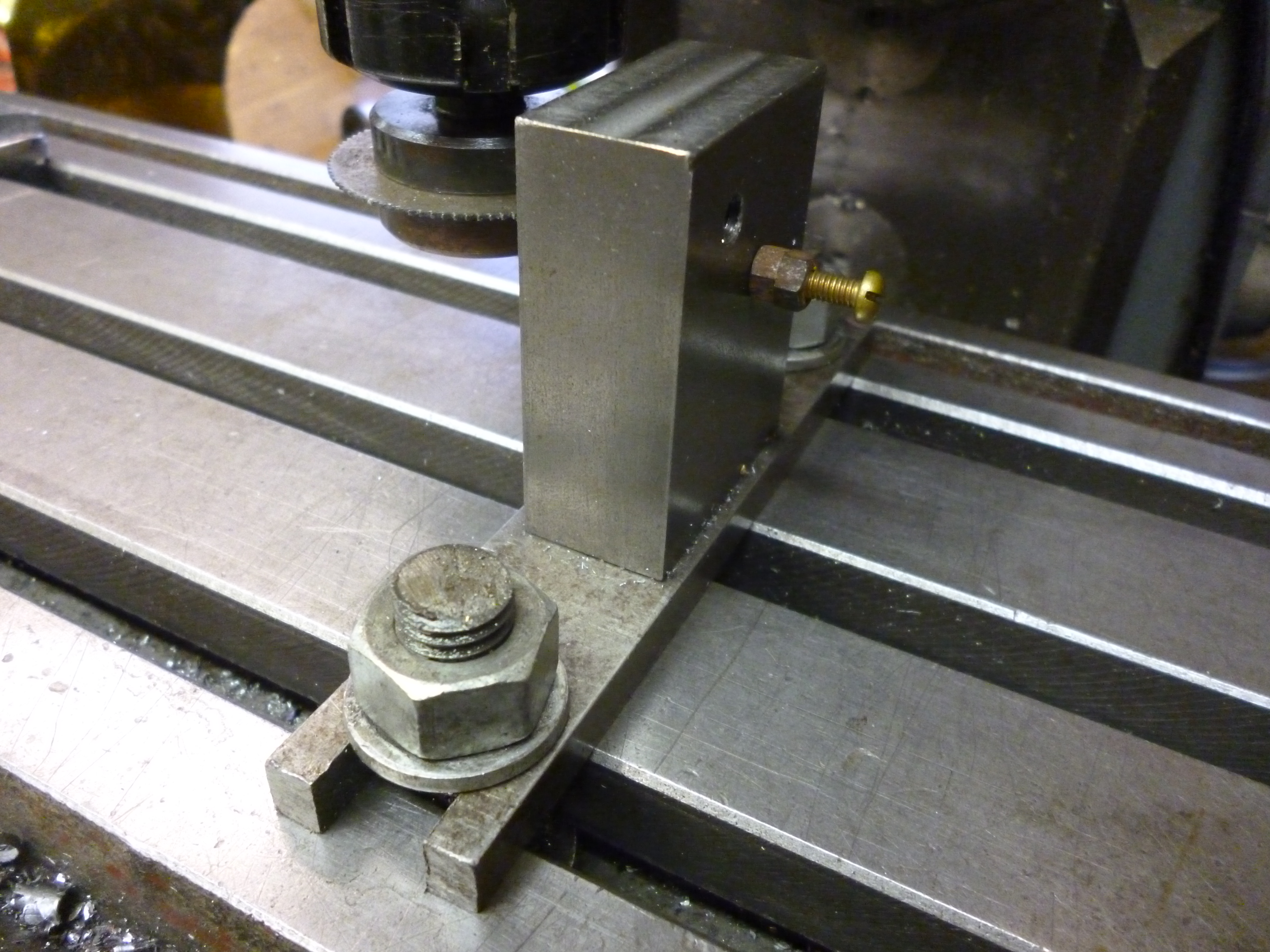
6034 screw head slotting jig – back
fig – back of screw head slotting jig
The screw to be slotted is screwed in to the block as far as it will go. It is then locked in place by means of a lock nut on it.
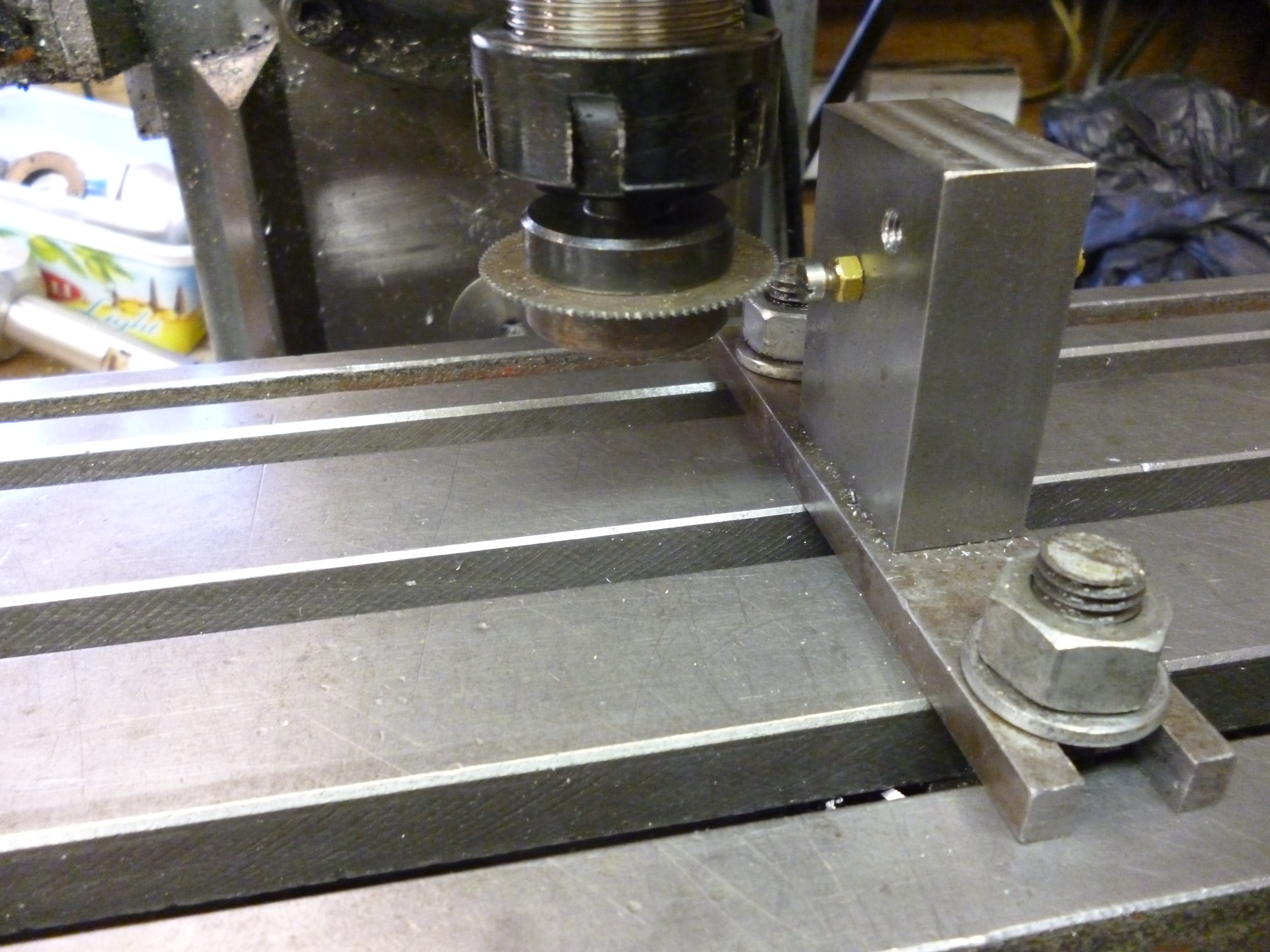
6035 screw head slotting jig
fig screw head slotting jig – front
Operation
The milling table is locked along the x axis at the position needed to give the right depth to the slot. It is locked on the z axis so as to set the cutter at the center of the screw head.
Each screw is screwed into the block till it hits the stop. It is then locked at the front. The whole head of the screw is moved so the cutter cuts the slot right across the face of the screw. The finished screw is unlocked and removed.
