go to the page above
Making a block
When making some parts it is often useful to start with the material in the form of a block. Here, a block is a six sided shape with eight corners. At each corner three edges met at right angles to each other.
fig a block
The beauty of this shape is that it can easily be held so that one edge is lying along any one of three directions. In the following photos the block has one edge marked with a blue marker.
fig holding in one direction
fig holding in the second direction
fig holding in the third direction
The benefit of this can be seen if we consider making a cylinder block. When this is finished the shape is very awkward to hold. When making it the easiest way is to start with a block and do a much of the machining that can be done with it as a block. When this has all been done then it is machined to form the outside shape.
If a block was made perfectly any feature on it could be measured from one or more sides. But it the block was imperfect this could introduce an error. The solution to this is to mark three sides that are adjacent to each other and use the corner where they meet as a reference point. All measurements are taken from this corner. But, if the corners are not square not much can be done about this.
The errors that can occur are any of the side are the wrong length or any of the angles is not 90º. If any of these are wrong it will inevitably mean that one or more side and/or one or more angles will be wrong.
Making the block
The easiest way of making a block it to take a length of stock material in the form of a square or rectangular section. The block is made by sawing the required length from the bar. If a bandsaw or powered hacksaw is not available then the easiest way is to choose a size that is the size required or larger of the smallest surface in terms of area.
For separating a piece of metal see:
separating a piece of metal
Having done this the two ends will need machining.
This can be done on the lathe by holding the workpiece in a four jaw chuck and facing each end.
fig
Face one end leaving as much material as possible. Face the other end leaving as much material as possible. Measure the length. Face one end again removing the excess material.
With a four jaw chuck in good condition the ends should be square.
This can be done on the milling machine. In many cases the workpiece can be held in a vice. The vice must be square with the milling table.
Where the block needs more that two sides to be machined
If a piece of bar the right size is not available then it will be necessary to mill four sides and two ends. Often, a piece of bar might be a bit spoilt and it is worth milling all six sides to clean it up.
Usually it is possible to mill all of the sides simply by holding in a vice and turning it round as necessary. The surface being milled would be the top surface. If it is very much longer in one direction then it can be held in the vice and the ends milled using the sides of an end mill.
Interesting trick
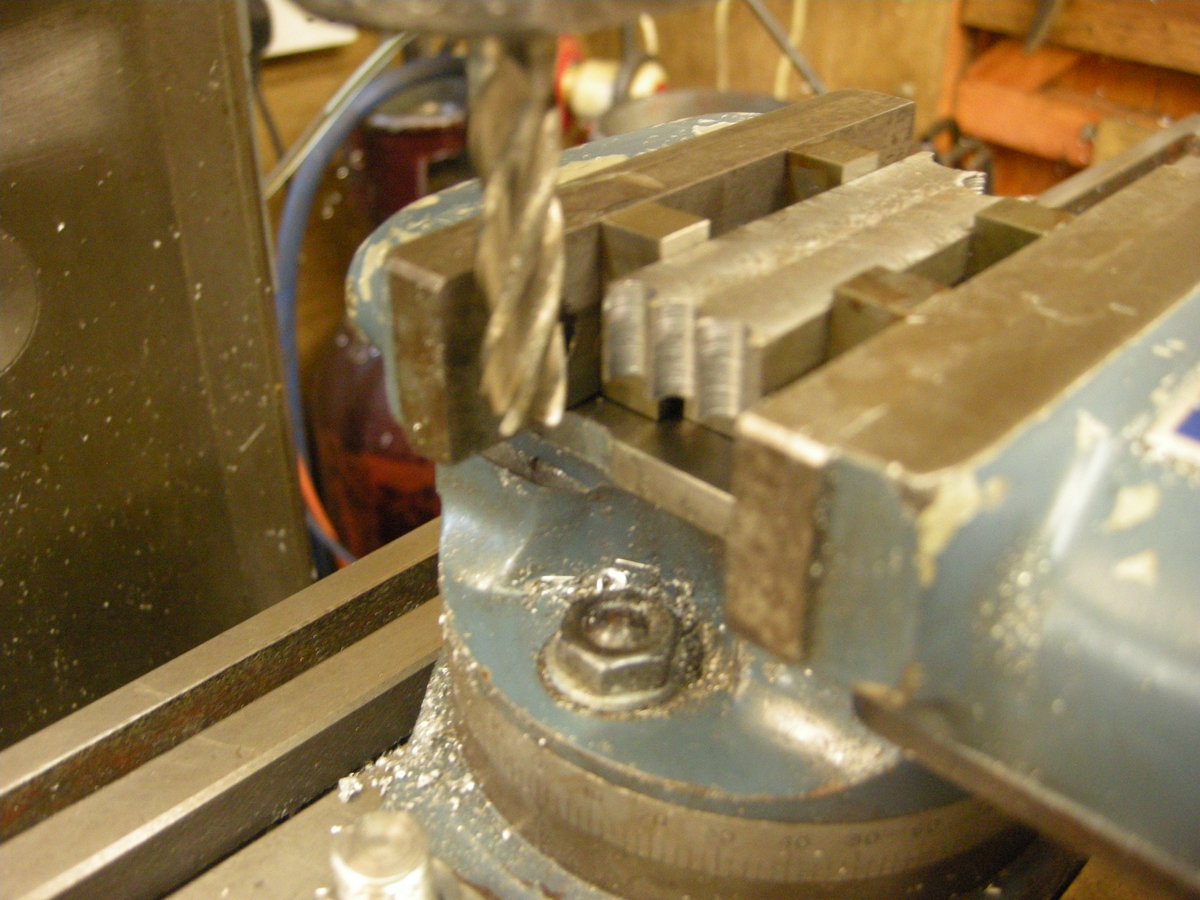
Depending on the vice it is quite possible for one dimension to be to long for the bar to be held vertically and yet too short to be held horizontally.
This can be got round by holding in the vice using short parallels so the top and two sides can be milled.
If the milling machine is set up properly then three sides can be machined in one setting. It can then be turned round and the other three sides machined.
