Go to home page
Go to the page above this one “Milling machine – how to make…”
Making large spur gears using a rotary table
Using a horizontal milling machine
Small spur gears would usually be made with a dividing head . As the diameter of the gear gets larger the limit is set by the center height of the dividing head.
The dividing head could be mounted on raising blocks. The limit now becomes the distance between the cutter and milling table in its lowest position.
The next option is to tilt the dividing head into the vertical position. By now the rigidity of the sytsem is not very good. The solution to this is to arrange some sort of support to the gear being cut at the point where it is being cut.
An alternative to using the dividing head is to use the rotary table in the horizontal position. The workpiece is mounted with spacers on the rotary table. The milling table is raised so the workpiece is at about the same height as the cutter on the horizontal arbor. Each cut is made by raising the milling table so the cutter cut the full width of the face of each tooth.
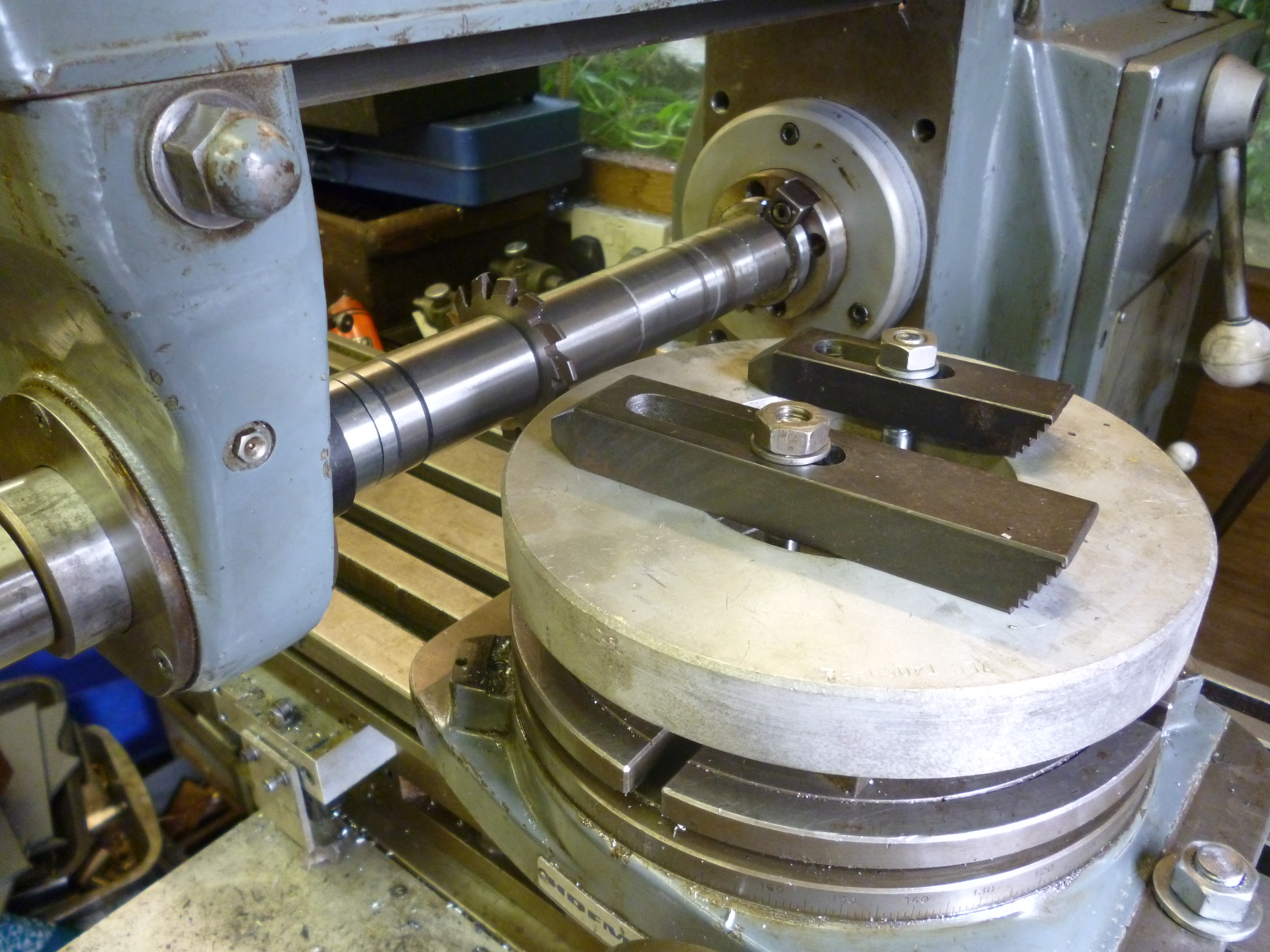
711 cutting large spur gear using rotary table
Making large spur gears using a vertical milling machine
with a vertical milling machine the simplest way of holding the cutter is by using a stub arbor. If a dividing head was being used the easiest arrangement is for it to lie along the axis of the milling table. In this case the cutter has to be in front of the workpiece or behind it.. The maximum diameter is limited by the distance between the axis of the dividing head and the axis of the stub arbor – not very much.
The alternative is to use a rotary table mounted vertically. The most obvious way is for the axis of the rotary table to be at right angles to the milling table. In this case the cutter cuts the gear at its side. A variation on this is to tilt the vertical head so the cutter is above the top of the gear being cut.
fig cutting a spur gear with the rotary table vertical
Preparation of the workpiece
In the example above the diameter of the workpiece is probably larger than the largest diameter that will fit on any lathe likely to be available. But it is quite possible to turn it on the milling machine.
see “turning on the milling machine” ****
